


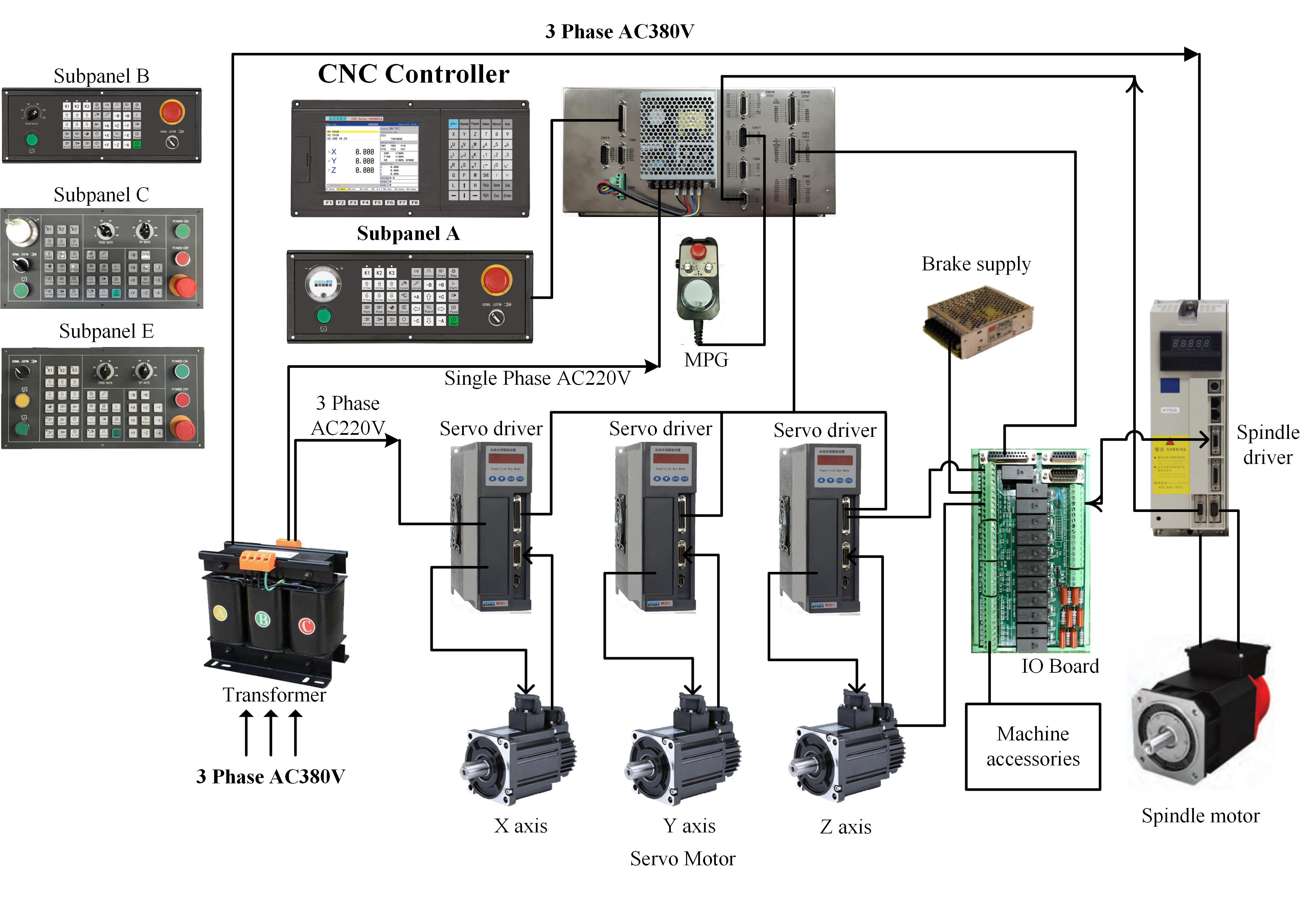
1000 Series 2 3 4 5 Axis Machining Center Controller með RTCP virkni
Eiginleikar vöru
1. Samþykkja alþjóðlegan staðal g kóða
2.Fullly opna PLC, fjölvi og viðvörun upplýsingar
3.Simple HMI (mannaviðmót), svargluggi hvetja
4.Allar breytur eru sýndar og beðið um á ensku
5.Viðvörun og villuupplýsingar í orðum í stað bitabreytu
6. Interpolation tengingaraðgerð 5 ása og hærri, RTCP virka, DNC virka
7. Stuðningur regnhlífargerð ATC, vélræn handgerð ATC, línuleg gerð ATC, Servo gerð ATC, sérstök gerð ATC
8.Support telja virkisturn, kóðara virkisturn og servó virkisturn
9. 1000 serían og 1500 serían eru með 4 undirborðslíkön; þú getur valið í samræmi við þarfir þínar.
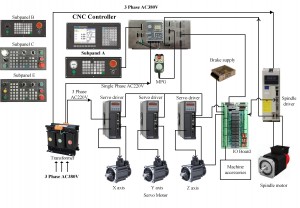
CNC stjórnandi 10.NEWKer styður einnig beitingu ýmissa sértækra véla, svo sem malavéla, hefla, leiðindavéla, borvéla, smíðavéla, gírhelluvéla osfrv. Stýringin getur einnig verið aukaþróuð. Styðja sérsniðna aðlögun og hönnun.
Upplýsingar um færibreytur
| Kerfisaðgerð | G kóða sýnir | ||
| Fjöldi stjórnáss | 3~8(X,Y,Z,A,B,C,Xs,Ys) | Finndu hratt: | G00 |
| Minnsta forritun: | 0,001 mm | Bein lína innskot | G01 |
| Mest forritun: | ±99999,999 mm | Bogainterpolation: | G02/03 |
| Hæsti hraði: | 60m/mín | Þráður klipptur: | G32 |
| Fóðurhraði: | 0,001~30m/mín | Hringrás skurðarstrokka eða keilu: | G90 |
| Stöðug handbók: | einn ás eða fleiri ásar á sama tíma | Hringrás skurðarendaflatar: | G94 |
| Línuskil: | Bein lína, boga, skrúfgangur innskot | hringrás skurðþráðs | G92 |
| Skurðarbætur: | Lengd jöfnunar、radíus nef tólabóta | Föst hringrás slá | G93 |
| Inntak skurðarbóta: | Reyndu að skera mælieintaksham | Hringrás með gróft skera í utanhring | G71 |
| Snælda aðgerð: | gír、Tvöföld hliðræn stjórn、Stíf bankað | Hringrás grófsskurðar á endahlið: | G72 |
| Handhjólsaðgerð: | pallborð, handfesta | Hringrás lokaðs skurðar | G73 |
| handhjólsvinnsla: | Vinnsluaðgerð handhjólsins | Hringrás að bora djúpt gat á endahliðinni | G74 |
| Skjárvörn: | Skjárvarnaraðgerðin | Hringrás skurðarróps með ytri þvermál | G75 |
| Verkfærahvíldaraðgerð: | Röð verkfærahvíld、Electric of post 99 hnífur | Hringrás skurðar samsetts þráðar | G76 |
| Samskiptaaðgerð: | RS232, USB tengi | Hringrás dagskrár | G22, G800 |
| Skaðabótaaðgerð: | Verkfærajöfnun、Plássuppbót、Skrúfuhallajöfnun、Radíusuppbót | Staðbundið hnitakerfi: | G52 |
| Breyta forriti: | Metric/Imperial、Beinn þráður、taper þráður og svo framvegis | Finndu leiðbeininguna um að sleppa | G31, G311 |
| Takmarkastöðuaðgerð | soft limit, hard limit | Pólhnit | G15, G16 |
| þráður virka | metrískt og tommu snið, beinn þráður, taper þráður og svo framvegis | Metrískt/keisaralegt forrit: | G20, G21 |
| Forlestraraðgerð: | Forlestu 10.000 stuttar beinar línur | Stilltu hnit, offset | G184, G185 |
| Lykilorðsvörn: | Fjölþrepa lykilorðavörn | Hnitkerfi vinnustykkis: | G54~G59 |
| Inntak/úttak: | I/O 56*24 | Verkfæri radíus C | G40, G41, G42 |
| PLC forrit: | Öll opin PLC hönnun | Nákvæm staðsetning/samfellt ferli: | G60/G64 |
| Stýring á hröðun og hraðaminnkun: | Bein lína, vísitala | Stöðugur línulegur skurður: | G96/G97 |
| Fjöldi kóðara: | hvaða stillingu sem er | Fóðurstilling: | G98, G99 |
| Makróforrit notenda: | Hef | Til baka í upphafspunkt forritsins: | G26 |
| Rafmagns gírvirkni: | Hef | Aftur að fasta punktinum: | G25, G61, G60 |
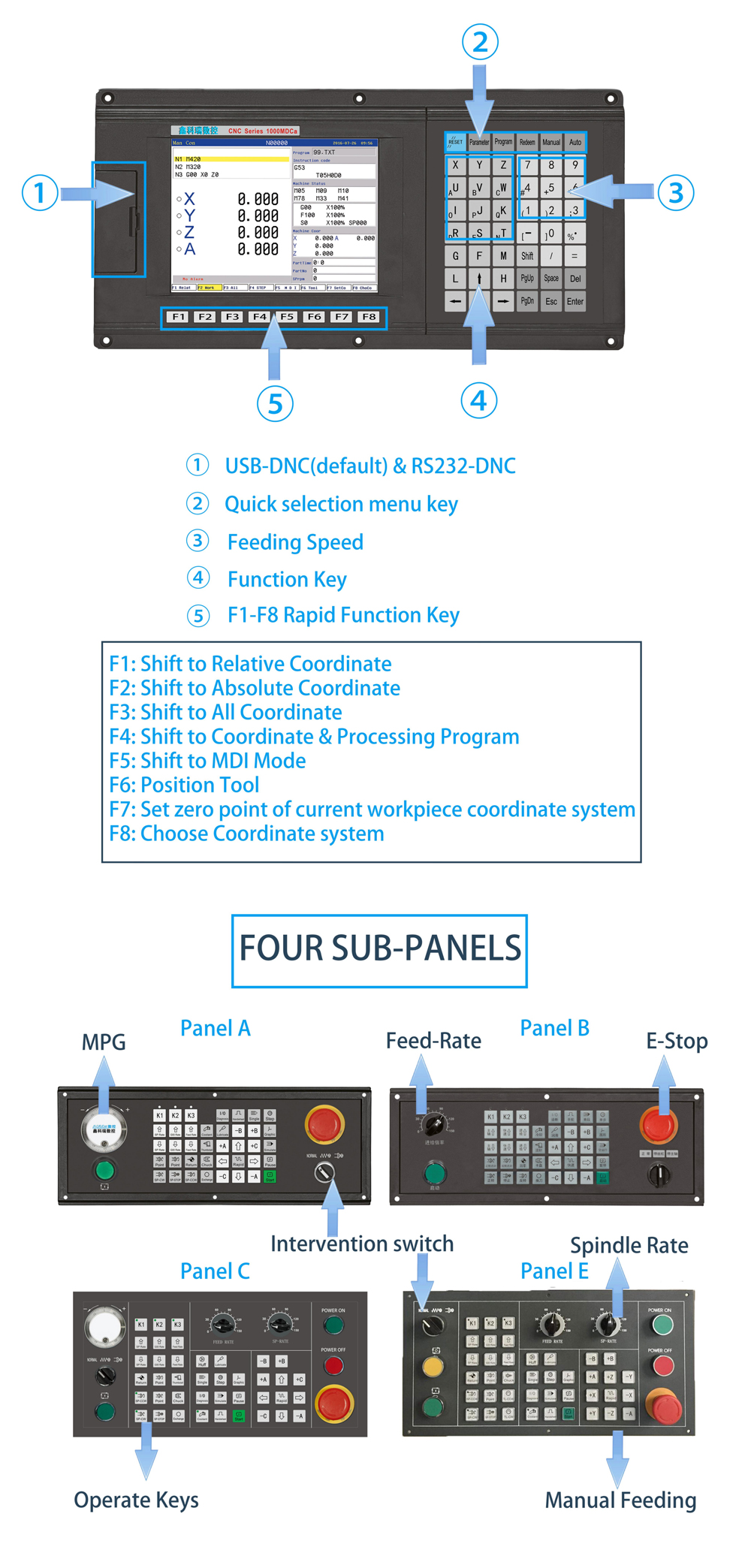
| Undirborð | Gerð með handhjóli; B gerð með bandrofi; C gerð með bæði A og B, E gerð | Aftur að viðmiðunarpunkti: | G28 |
| Umsókn: | VMC, mala, sérstök vél | Fresta: | G04 |
| Macro forrit: | G65, G66, G67 | ||
| Hjálparaðgerð: | S、M、T | ||
Aðgerðakostur
1. einföld og skýr breytu, óþarfi að fletta upp handbók.
2. opinn PLC, hægt að breyta á netinu eða utan nets eftir þörfum.
3. Opið Macro forrit, fáanlegt fyrir sveigjanlega notkun og frekari þróun.
4. Customization valmynd, gera ferlið auðveldara.
5. Opið OPC tengi, fáanlegt fyrir fjarskjá og stjórn.
6.Umsókn: CNC rennibekkur, CNC snúningsmiðstöð, malavél og sérstaklega sjálfvirkur búnaður
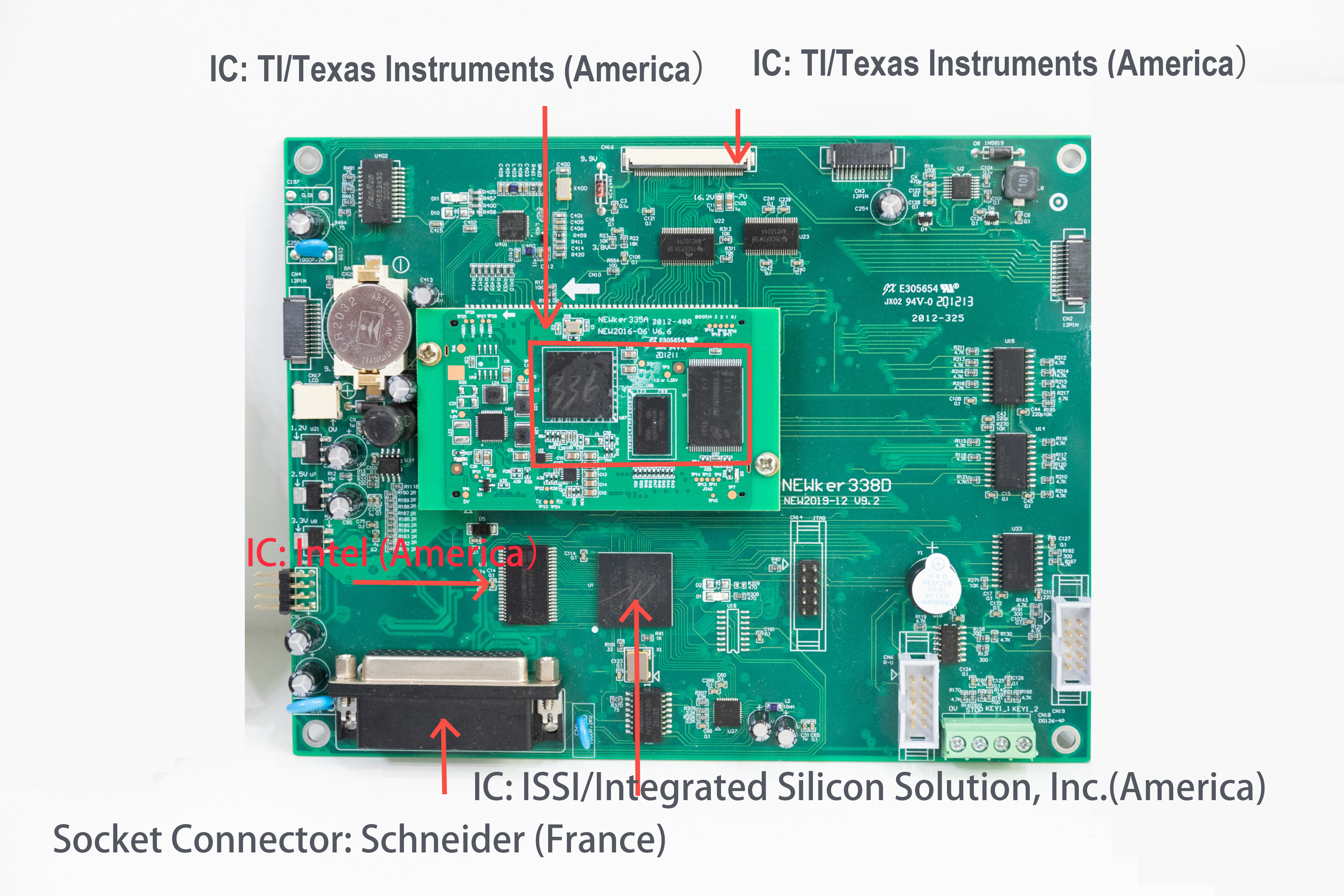
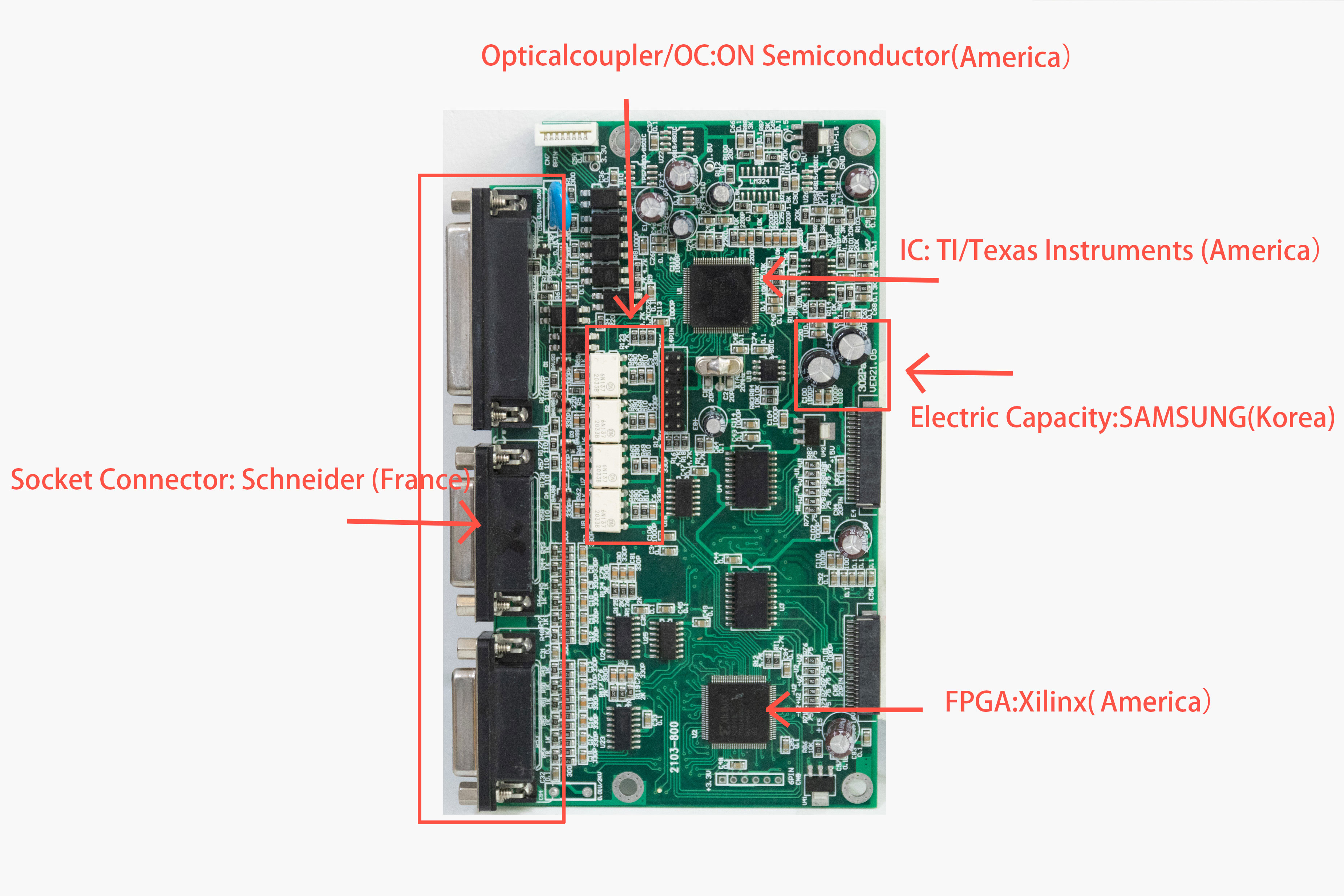
Vörumerki innri íhluta sem við notum eru sem hér segir:
1