1-10 Axis Rennibekkur Milling Beygjumiðstöð borastýring 1500MD
Vörufæribreytur
Notkun: Rennibekkur og beygjustöð, CNC borvél, CNC viðarvinnsluvél, CNC mölunarvélar, CNC borvélar og sérstaklega sjálfvirkur búnaður
Ás: 1-10 ás
Vélaprófunarskýrsla: Fylgst með.
Virkni: Stuðningur við ATC, Macro virka og PLC skjá
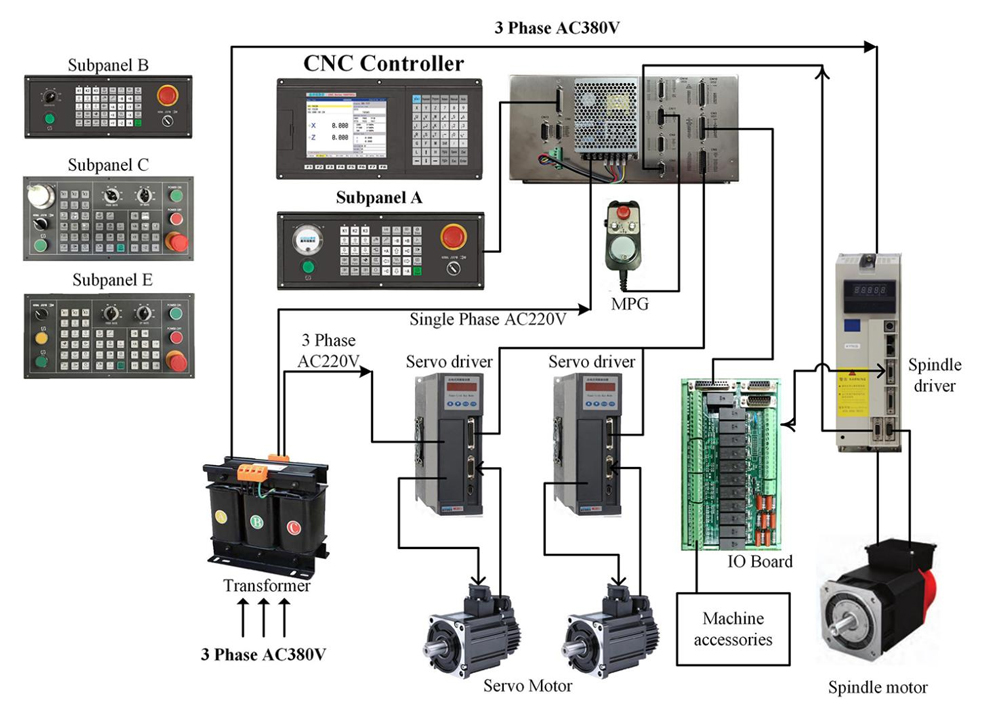
Kjarnahlutir: PLC, CNC, Macro forrit, CNC stjórnandi.
Örgjörvi: ARM(32bits)+DSP+FPGA.
Port: 56inntak 32úttak
Þyngd: 8KG
Notendageymsluherbergi: 128Mb
Tengi: USB+RS232 samskiptatengi.
Framboðsgeta: 10000 sett/sett á mánuði.
Ábyrgð: 2 ár
Upplýsingar um færibreytur (G-kóði sýnir)
1. Finndu hratt: G00
2. Bein lína innskot: G01
3. Bogaskil: G02/03
4. Hringrás skurðarhylkis eða keilu: G90
5. Hringrás skurðarendaflatar: G94
6. hringrás skurðþráðar: G92
7. Fast hringrás bankans: G93
8. Hringrás gróft skurðar í hring: G71
9. Hringrás grófsskurðar á endahlið: G72
10. Hringrás lokaðs skurðar: G73
11. Hringrás að bora djúpt gat á endahlið: G74
12. Hringrás skurðarróps með ytri þvermál: G75
13. Hringrás skurðarsamsetts þráðar: G76
14. Dagskrá: G22,G800
15. Staðbundið hnitakerfi: G52
16. Finndu leiðbeininguna um að sleppa: G31,G311
17. Pólhnit: G15, G16
18. Metrísk/keisaraleg dagskrá: G20,G21
19. Stilltu hnit, offset: G184,G185
20. Hnitkerfi vinnustykkis: G54~G59
21. Verkfæraradíus C: G40, G41, G42
22. Nákvæm staðsetning/samfellt ferli: G60/G64
23. Fóðurstilling: G98,G99
24. Aftur að upphafspunkti dagskrár: G26
25. Aftur á föstum punkti: G25, G61, G60
26. Til baka að viðmiðunarpunkti: G28
27. Fresta: G04
28. Fjölvaforrit: G65, G66, G67
29. Hjálparaðgerð: S, M, T
Hrós viðskiptavina
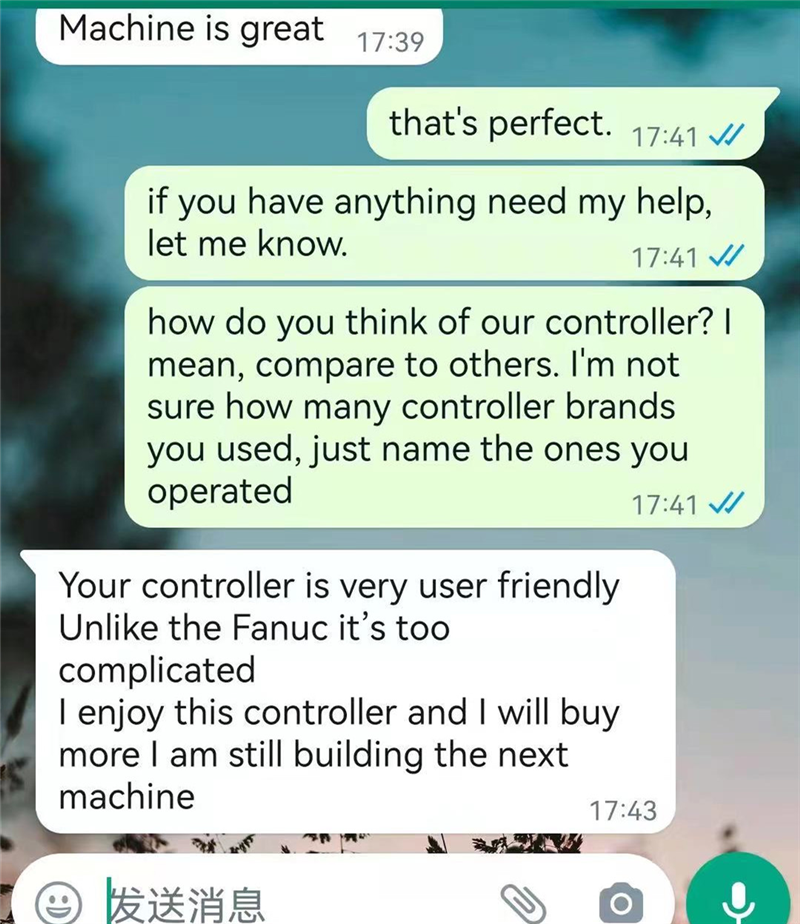

Viðskiptavinamál